
Introduction to Industrial Engineering Copyright © 2020 by Bonnie Boardman is licensed under a Creative Commons Attribution 4.0 International License, except where otherwise noted.
Mavs Open Press
Arlington
Introduction to Industrial Engineering Copyright © 2020 by Bonnie Boardman is licensed under a Creative Commons Attribution 4.0 International License, except where otherwise noted.
1
If you are an instructor who is using this OER for a course, please let us know by filling out our OER Adoption Form.
Creation of this resource was supported by Mavs Open Press, operated by the University of Texas at Arlington Libraries (UTA Libraries). Mavs Open Press offers no-cost services for UTA faculty, staff, and students who wish to openly publish their scholarship. The Libraries’ program provides human and technological resources that empower our communities to publish new open access journals, to convert traditional print journals to open access publications, and to create or adapt open educational resources (OER). Our resources are openly licensed using Creative Commons licenses and are offered in various e-book formats free of charge, which can be downloaded from the Mavs Open Press OER catalog. Optional print copies of this text may be available through the UTA Bookstore or can be purchased directly from XanEdu, Mavs Open Press’ exclusive print provider and distributor.
OER are free teaching and learning materials that are licensed to allow for revision and reuse. They can be fully self-contained textbooks, videos, quizzes, learning modules, and more. OER are distinct from public resources in that they permit others to use, copy, distribute, modify, or reuse the content. The legal permission to modify and customize OER to meet the specific learning objectives of a particular course make them a useful pedagogical tool.
Pressbooks is an open source, web-based authoring tool based on WordPress, and it is the primary tool that Mavs Open Press uses to create and adapt course materials. Pressbooks should not be used with Internet Explorer. The following browsers are best to use with Pressbooks:
Information about open education at UTA is available online. Contact us at oer@uta.edu for other inquires related to UTA Libraries publishing services.
2
This book was created for an undergraduate Introduction to Industrial Engineering course at The University of Texas at Arlington (UTA). The chapters give an overview of the profession and an introduction to some of the tools used by industrial engineers. There are interactive content exercises included at the end of most chapters. This interactive content aims to engage students in the content as they are reading. The book will continue to revised and updated with new information as it becomes necessary. More interactive content will be added to the end of each chapter in future versions of the book.
For many years, I assigned chapters from Dr. Jane Fraser’s Introduction to Industrial Engineering text available online. Each semester I would refine the chapters I would assign, have them read only the parts that pertained to our class, and supplement the reading assignments with information from other sources. My “customization by instruction” eventually became confusing even to me! That is when I began exploring ways to more formally remix the various resources I had been using. An email for a workshop on Open Educational Resources being offered by UTA’s library caught my attention, and within weeks I had started putting together this text. I applied for, and received, a UTA’s Coalition for Alternative Resources in Education for Students (CARES) grant and technical support to help me with the creation process. That process involved remixing portions of Fraser’s text with additional open source materials from Exploring Business produced by the University of Minnesota Libraries Publishing, Introduction to Problem Solving Skills produced by the MIT Office of Digital Learning, and my own original content. The book went through two semesters of “beta testing” by undergraduate students. Students were asked to use Hypothesis, within the learning management system to give feedback on the content of each chapters as well as to comment on any missing links or confusing text. The text was also reviewed by staff of the Open Educational Resources Office, which is part of UTA’s library system.
Bonnie Boardman is an Assistant Professor of Instruction and Undergraduate Program Director in the Industrial, Manufacturing, and Systems Engineering Department at The University of Texas at Arlington. Her primary research interest is in engineering education. She holds a B.S. and Ph.D. in Industrial Engineering from The University of Arkansas and an M.S. in Industrial Engineering from Texas A&M University. Dr. Boardman worked for the Logistics Support Agency, an agency of the Department of the Army, as a Senior Engineer. Other research interest areas include the development of scheduling algorithms and decision support systems and adapting and applying industrial engineering methodologies and techniques to the service industry. Dr. Boardman is active in numerous technical and professional organizations.
3
Creation of this OER was funded by the UTA CARES Grant Program, which is sponsored by UTA Libraries. Under the auspices of UTA’s Coalition for Alternative Resources in Education for Students (CARES), the grant program supports educators interested in practicing open education through the adoption of OER and, when no suitable open resource is available, through the creation of new OER or the adoption of library-licensed or other free content. Additionally, the program promotes innovation in teaching and learning through the exploration of open educational practices, such as collaborating with students to produce educational content of value to a wider community. Information about the grant program and funded projects is available online.
I’d like to thank Dr. Jane M. Fraser who published her Introduction to Industrial Engineering online under a Creative Commons License, long before I even knew what that meant. I’d also like to thank Michelle Reed, UTA’s Director of Open Educational Resources for teaching me about that license. Michelle and everyone else at UTA Libraries have been so very supportive, patient, and knowledgeable. I can’t thank any of you enough.
Bonnie Boardman – Assistant Professor of Instruction, University of Texas at Arlington
Jane M. Fraser, Pueblo Makes
Michelle Reed, Kartik Mann and Prathvi Kanchan of UTA Libraries for assisting in the publication of this resource.
Brittany Griffiths, UTA Libraries’ Publishing Specialist, designed the cover for this OER. The image used is “turned on flat screen monitor” by Chris Liverani found at Unsplash and is licensed under Unsplash license that allows for both commercial and noncommercial use.
1

These examples illustrate different features of this definition of industrial engineering:
The design or improvement of a system of people, machines, information, and money to achieve some goal with efficiency, quality, and safety.
Certain words are show in bold face in the definition:Design – Some industrial engineering tasks involve the creation of a new facility, process, or system.
IEs are sometimes called efficiency engineers, but some think that effectiveness engineer is more accurate. What is the difference between being efficient and being effective?
Two words in our definition of industrial engineering (efficiency and goal) relate to these two aspects of an IE’s job. A process can be effective but not efficient if the process could be done as effectively but in less time or with fewer resources; for example, the time to produce a product might be reduced without any loss of customer satisfaction with the product. A process can be efficient but not effective; for example, a department that efficiently produces reports that no one uses is not effective.
The words in bold face in the definition also indicate areas that an IE must learn about. An IE must know how to answer questions like these:
After you have read this book, you should have:
This course will not turn you into an IE since you can’t learn all the knowledge and skills that an IE needs in just one semester, but it will start you on your way to becoming an IE. You will have the Big Picture of industrial engineering, so that the ideas you learn in later courses fit together.
Being an IE is very satisfying because you can create an efficient and safe workplace where people are proud of the high quality products and services they produce. IEs improve efficiency, which means that we help bring prosperity. IEs improve quality, which means that we help provide good products and services. And IEs improve safety, which means that we help protect people. You should be very proud that you plan to become an IE. According to the bumper sticker version of industrial engineering, IEs make things better.
Which list is better if becoming an Industrial Engineer is your number one priority?
An interactive H5P element has been excluded from this version of the text. You can view it online here:
https://uta.pressbooks.pub/industrialengineeringintro/?p=20#h5p-1
2
A team (or a work team) is a group of people with complementary skills who work together to achieve a specific goal (Thompson). “A group,” suggests Bonnie Edelstein, a consultant in organizational development, “is a bunch of people in an elevator. A team is also a bunch of people in an elevator, but the elevator is broken.” This distinction may be a little oversimplified, but a team is clearly something more than a mere group of individuals. In particular, members of a group—or, more accurately, a working group—go about their jobs independently and meet primarily to share information. A group of department-store managers, for example, might meet monthly to discuss their progress in cutting plant costs, but each manager is focused on the goals of his or her department because each is held accountable for meeting only those goals. Teams, by contrast, are responsible for achieving specific common goals, and they’re generally empowered to make the decisions needed to complete their authorized tasks.
To keep matters in perspective, let’s identify five key characteristics of work teams (Thompson; Alderfer, et. al.):
Why do major organizations now rely more and more on teams to improve operations? Executives at Xerox have reported that team-based operations are 30 percent more productive than conventional operations. General Mills says that factories organized around team activities are 40 percent more productive than traditionally organized factories. According to in-house studies at Shenandoah Life Insurance, teams have cut case-handling time from twenty-seven to two days and virtually eliminated service complaints. FedEx says that teams reduced service errors (lost packages, incorrect bills) by 13 percent in the first year (Fisher; Greenberg & Baron).
First, let’s begin by identifying several factors that, in practice, tend to contribute to effective teamwork. Generally speaking, teams are effective when the following factors are met (Whetten & Cameron):
Most of these explanations probably make pretty clear intuitive sense. Unfortunately, because such issues are rarely as clear-cut as they may seem at first glance, we need to examine the issue of group effectiveness from another perspective—one that considers the effects of factors that aren’t quite so straightforward.
The idea of group cohesiveness refers to the attractiveness of a team to its members. If a group is high in cohesiveness, membership is quite satisfying to its members; if it’s low in cohesiveness, members are unhappy with it and may even try to leave it. The principle of group cohesiveness, in other words, is based on the simple idea that groups are most effective when their members like being members of the group (George & Jones; Festinger).
Numerous factors may contribute to team cohesiveness, but in this section, we’ll focus on five of the most important:
A cohesive team with goals that are aligned with the goals of the organization is most likely to succeed. There’s such a thing as too much cohesiveness. When, for instance, members are highly motivated to collaborate in performing the team’s activities, the team is more likely to be effective in achieving its goals. Clearly, when those goals are aligned with the goals of the larger organization, the organization, too, will be happy. If, however, its members get too wrapped up in more immediate team goals, the whole team may lose sight of the larger organizational goals toward which it’s supposed to be working.
Likewise, it’s easier for leaders to direct members toward team goals when members are all on the same page—when there’s a basic willingness to conform to the team’s rules and guidelines. When there’s too much conformity, however, the group can become ineffective: It may resist change and fresh ideas and, what’s worse, may end up adopting its own dysfunctional tendencies as its way of doing things. Such tendencies may also encourage a phenomenon known as groupthink—the tendency to conform to group pressure in making decisions, while failing to think critically or to consider outside influences.
Groupthink is often cited as a factor in the explosion of the space shuttle Challenger in January 1986: Engineers from a supplier of components for the rocket booster warned that the launch might be risky because of the weather but were persuaded to reverse their recommendation by NASA officials who wanted the launch to proceed as scheduled (Griffin).
Teams don’t always work. To learn why, let’s take a quick look at four common obstacles to success in introducing teams into an organization (Greenberg & Baron):
Like it or not, you’ll probably be given some teamwork assignments while you’re in college. More than two-thirds of all students report having participated in the work of an organized team. Why do we put so much emphasis on something that, reportedly, makes many students feel anxious and academically drained? Here’s one college student’s practical-minded answer to this question:
“In the real world, you have to work with people. You don’t always know the people you work with, and you don’t always get along with them. Your boss won’t particularly care, and if you can’t get the job done, your job may end up on the line. Life is all about group work, whether we like it or not. And school, in many ways, prepares us for life, including working with others” (Nichols).
She’s right. In placing so much emphasis on teamwork skills and experience, colleges are doing the responsible thing—preparing students for the world that awaits them. A survey of Fortune 1000 companies reveals that 79 percent already rely on self-managing teams and 91 percent on various forms of employee work groups. Another survey found that the skill that most employers value in new employees is the ability to work in teams (Whetten & Cameron; Lawler). If you’re already trying to work your way up an organizational ladder, consider the advice of former Chrysler Chairman Lee Iacocca: “A major reason that capable people fail to advance is that they don’t work well with their colleagues.” The importance of the ability to work in teams was confirmed in a survey of leadership practices of more than sixty of the world’s top organizations (Fortune Magazine). When top executives in these organizations were asked, “What causes high-potential leadership candidates to derail? (stop moving up in the organization),” 60 percent of the organizations cited “inability to work in teams.” Interestingly, only 9 percent attributed the failure of these executives to advance to “lack of technical ability.” While technical skills will be essential in your getting hired into an organization, your team skills will play a significant role in your ability to advance.
To be team-ready or not to be team-ready—that is the question. Or, to put it in plainer terms, the question is not whether you’ll find yourself working as part of a team. You will. The question is whether you’ll know how to participate successfully in team-based activities.
Sometimes we hear about a sports team made up of mostly average players who win a championship because of coaching genius, flawless teamwork, and superhuman determination (Robbins & Judge). But not terribly often. In fact, we usually hear about such teams simply because they’re newsworthy—exceptions to the rule. Typically a team performs well because its members possess some level of talent. This doesn’t mean, however, that we should reduce team performance to the mere sum of its individual contributions: Members’ talents aren’t very useful if they’re not managed in a collective effort to achieve a common goal.
In the final analysis, of course, a team can succeed only if its members provide the skills that need managing. In particular, every team requires some mixture of three sets of skills:
The key to success is ultimately the right mix of these skills. Remember, too, that no team needs to possess all these skills—never mind the right balance of them—from day one. In many cases, a team gains certain skills only when members volunteer for certain tasks and perfect their skills in the process of performing them. For the same reason, effective teamwork develops over time as team members learn how to handle various team-based tasks. In a sense, teamwork is always work in progress.
Like your teamwork skills, expect your role on a team to develop over time. Also remember that, both as a student and as a member of the workforce, you’ll be a member of a team more often than a leader . Team members, however, can have as much impact on a team’s success as its leaders.
The key is the quality of the contributions they make in performing nonleadership roles (Whetten & Cameron).
What, exactly, are those roles? At this point, you’ve probably concluded that every team faces two basic challenges:
Whether you affect the team’s work positively or negatively depends on the extent to which you help it or hinder it in meeting these two challenges (Whetten & Cameron). We can thus divide teamwork roles into two categories, depending on which of these two challenges each role addresses. These two categories (taskfacilitating roles and relationship-building roles) are summarized in the table below: “Roles that Team Members Play”.
As we highlighted earlier, throughout your academic career you’ll likely participate in a number of team projects. Not only will you make lasting friends by being a member of a team, but in addition you’ll produce a better product. To get insider advice on how to survive team projects in college (and perhaps really enjoy yourself in the process), let’s look at some suggestions offered by two students who have gone through this experience (Nichols; Feenstra).
Thompson, L. L., Making the Team: A Guide for Managers (Upper Saddle River, NJ: Pearson Education, 2008), 4.
Thompson, L. L., Making the Team: A Guide for Managers (Upper Saddle River, NJ: Pearson Education, 2008), 4.
Alderfer, C. P., “Group and Intergroup Relations,” in Improving Life at Work, ed. J. R. Hackman and J. L. Suttle (Palisades, CA: Goodyear, 1977), 277–96
Fisher, K., Leading Self-Directed Work Teams: A Guide to Developing New Team Leadership Skills, rev. ed. (New York: McGraw-Hill Professional, 1999).
Greenberg, J., and Robert A. Baron, Behavior in Organizations, 9th ed. (Upper Saddle River, NJ: Pearson Education, 2008), 315–16
Whetten, D. A., and Kim S. Cameron, Developing Management Skills, 7th ed. (Upper Saddle River, NJ: Pearson Education, 2007), 497.
George, J. M., and Gareth R. Jones, Understanding and Managing Organizational Behavior, 5th ed. (Upper Saddle River, NJ: Pearson Education, 2008), 371–77.
Festinger, L., “Informal Social Communication, Psychological Review 57 (1950): 271–82.
Griffin, E., “Groupthink of Irving Janis,” 1997, https://www.jstor.org/stable/3791464?seq=1#metadata_info_tab_contents (accessed January 6, 2020).
Greenberg, J., and Robert A. Baron, Behavior in Organizations, 9th ed. (Upper Saddle River, NJ: Pearson Education, 2008), 317-18.
Thompson, L. L., Making the Team: A Guide for Managers (Upper Saddle River, NJ: Pearson Education, 2008), 323-24.
Nichols, H., “Teamwork in School, Work and Life,” iamnext.com, 2003, http://www.iamnext.com/academics/groupwork.html (accessed September 1, 2008).
Whetten, D. A., and Kim S. Cameron, Developing Management Skills, 7th ed. (Upper Saddle River, NJ: Pearson Education, 2007), 498-99.
Lawler, E. E., Treat People Right (San Francisco: Jossey-Bass, 2003).
Fortune Magazine, “What Makes Great Leaders: Rethinking the Route to Effective Leadership,” Findings from the Fortune Magazine/Hay Group 1999 Executive Survey of Leadership Effectiveness, http://www.lrhartley.com/seminars/great-leaders.pdf (accessed January 6, 2020).
Robbins, S. P., and Timothy A. Judge, Organizational Behavior, 13th ed. (Upper Saddle River, NJ: Pearson Education, 2009), 346–47.
Whetten, D. A., and Kim S. Cameron, Developing Management Skills, 7th ed. (Upper Saddle River, NJ: Pearson Education, 2007), 498-99.
Whetten, D. A., and Kim S. Cameron, Developing Management Skills, 7th ed. (Upper Saddle River, NJ: Pearson Education, 2007), 498-99.
Adapted from David A. Whetten and Kim S. Cameron, Developing Management Skills, 7th ed. (Upper Saddle River, NJ: Pearson Education, 2007), 517, 519.
Nichols, H., “Teamwork in School, Work and Life,” iamnext.com, 2003, http://www.iamnext.com/academics/groupwork.html (accessed September 1, 2008).
Feenstra, K., “Study Skills: Team Work Skills for Group Projects,” iamnext.com, 2002, http://www.iamnext.com/academics/grouproject.html (accessed October 11, 2011).
3
The ability to solve problems is a basic life skill and is essential to our day-to-day lives, at home, at school, and at work. We solve problems every day without really thinking about how we solve them. For example: it’s raining and you need to go to the store. What do you do? There are lots of possible solutions. Take your umbrella and walk. If you don’t want to get wet, you can drive, or take the bus. You might decide to call a friend for a ride, or you might decide to go to the store another day. There is no right way to solve this problem and different people will solve it differently.
Problem solving is the process of identifying a problem, developing possible solution paths, and taking the appropriate course of action.
Why is problem solving important? Good problem solving skills empower you not only in your personal life but are critical in your professional life. In the current fast-changing global economy, employers often identify everyday problem solving as crucial to the success of their organizations. For employees, problem solving can be used to develop practical and creative solutions, and to show independence and initiative to employers.
The ability to solve problems is a skill at which you can improve. So how exactly do you practice problem solving? Learning about different problem solving strategies and when to use them will give you a good start. Problem solving is a process. Most strategies provide steps that help you identify the problem and choose the best solution. There are two basic types of strategies: algorithmic and heuristic.
Algorithmic strategies are traditional step-by-step guides to solving problems. They are great for solving math problems (in algebra: multiply and divide, then add or subtract) or for helping us remember the correct order of things (a mnemonic such as “Spring Forward, Fall Back” to remember which way the clock changes for daylight saving time, or “Righty Tighty, Lefty Loosey” to remember what direction to turn bolts and screws). Algorithms are best when there is a single path to the correct solution.
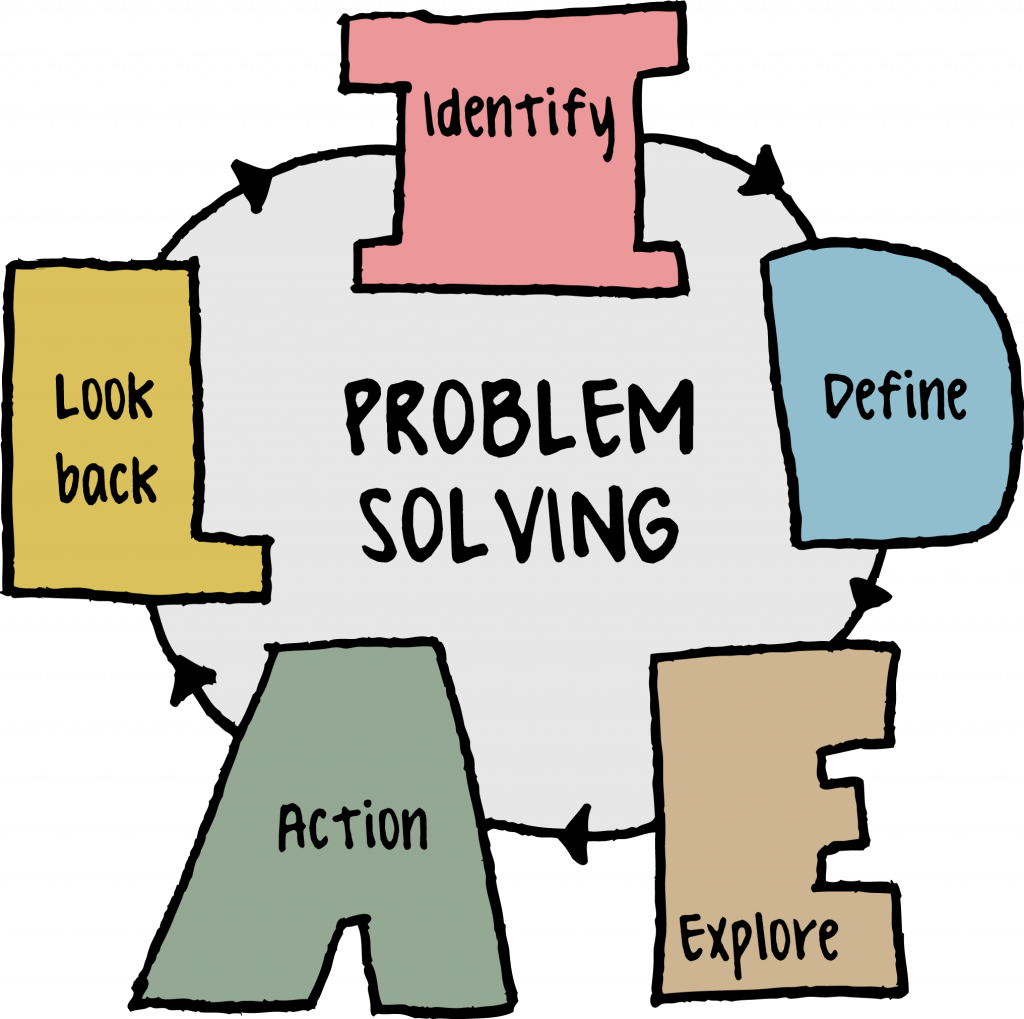
But what do you do when there is no single solution for your problem? Heuristic methods are general guides used to identify possible solutions. A popular one that is easy to remember is IDEAL [Bransford & Stein] :
IDEAL is just one problem solving strategy. Building a toolbox of problem solving strategies will improve your problem solving skills. With practice, you will be able to recognize and use multiple strategies to solve complex problems.
What is the best way to get a peanut out of a tube that cannot be moved? Watch a chimpanzee solve this problem in the video below [Geert Stienissen].
Problem solving is a process that uses steps to solve problems. But what does that really mean? Let's break it down and start building our toolbox of problem solving strategies.
What is the first step of solving any problem? The first step is to recognize that there is a problem and identify the right cause of the problem. This may sound obvious, but similar problems can arise from different events, and the real issue may not always be apparent. To really solve the problem, it's important to find out what started it all. This is called identifying the root cause.
Example: You and your classmates have been working long hours on a project in the school's workshop. The next afternoon, you try to use your student ID card to access the workshop, but discover that your magnetic strip has been demagnetized. Since the card was a couple of years old, you chalk it up to wear and tear and get a new ID card. Later that same week you learn that several of your classmates had the same problem! After a little investigation, you discover that a strong magnet was stored underneath a workbench in the workshop. The magnet was the root cause of the demagnetized student ID cards.
The best way to identify the root cause of the problem is to ask questions and gather information. If you have a vague problem, investigating facts is more productive than guessing a solution. Ask yourself questions about the problem. What do you know about the problem? What do you not know? When was the last time it worked correctly? What has changed since then? Can you diagram the process into separate steps? Where in the process is the problem occurring? Be curious, ask questions, gather facts, and make logical deductions rather than assumptions.
When issues and problems arise, it is important that they are addressed in an efficient and timely manner. Communication is an important tool because it can prevent problems from recurring, avoid injury to personnel, reduce rework and scrap, and ultimately, reduce cost, and save money. Although, each path in this exercise ended with a description of a problem solving tool for your toolbox, the first step is always to identify the problem and define the context in which it happened.
There are several strategies that can be used to identify the root cause of a problem. Root cause analysis (RCA) is a method of problem solving that helps people answer the question of why the problem occurred. RCA uses a specific set of steps, with associated tools like the “5 Why Analysis" or the “Cause and Effect Diagram,” to identify the origin of the problem, so that you can:
Once the underlying cause is identified and the scope of the issue defined, the next step is to explore possible strategies to fix the problem.
If you are not sure how to fix the problem, it is okay to ask for help. Problem solving is a process and a skill that is learned with practice. It is important to remember that everyone makes mistakes and that no one knows everything. Life is about learning. It is okay to ask for help when you don’t have the answer. When you collaborate to solve problems you improve workplace communication and accelerates finding solutions as similar problems arise.
One tool that can be useful for generating possible solutions is brainstorming. Brainstorming is a technique designed to generate a large number of ideas for the solution to a problem. The goal is to come up with as many ideas as you can, in a fixed amount of time. Although brainstorming is best done in a group, it can be done individually.
Depending on your path through the exercise, you may have discovered that a couple of your coworkers had experienced similar problems. This should have been an indicator that there was a larger problem that needed to be addressed.
In any workplace, communication of problems and issues (especially those that involve safety) is always important. This is especially crucial in manufacturing where people are constantly working with heavy, costly, and sometimes dangerous equipment. When issues and problems arise, it is important that they be addressed in an efficient and timely manner. Because it can prevent problems from recurring, avoid injury to personnel, reduce rework and scrap, and ultimately, reduce cost and save money; effective communication is an important tool..
One strategy for improving communication is the huddle. Just like football players on the field, a huddle is a short meeting with everyone standing in a circle. It's always important that team members are aware of how their work impacts one another. A daily team huddle is a great way to ensure that as well as making team members aware of changes to the schedule or any problems or safety issues that have been identified. When done right, huddles create collaboration, communication, and accountability to results. Impromptu huddles can be used to gather information on a specific issue and get each team member's input.
"Never try to solve all the problems at once — make them line up for you one-by-one.”
— Richard Sloma
Problem solving improves efficiency and communication on the shop floor. It increases a company's efficiency and profitability, so it's one of the top skills employers look for when hiring new employees. Employers consider professional skills, such as problem solving, as critical to their business’s success.
The 2011 survey, "Boiling Point? The skills gap in U.S. manufacturing ," polled over a thousand manufacturing executives who reported that the number one skill deficiency among their current employees is problem solving, which makes it difficult for their companies to adapt to the changing needs of the industry.
Bransford, J. & Stein, B.S. (). The Ideal Problem Solver: A Guide For Improving Thinking, Learning, And Creativity . New York, NY: W.H. Freeman.
National Geographic. [Geert Stienissen]. (2010, August 19). Insight learning: Chimpanzee Problem Solving [Video file]. Retrieved from http://www.youtube.com/watch?v=fPz6uvIbWZE
Report: Boiling Point: The Skills Gap in U.S. Manufacturing Deloitte / The Manufacturing Institute, October 2011. Retrieved from http://www.themanufacturinginstitute.org/Hidden/2011-Skills-Gap-Report/2011-Skills-Gap-Report.aspx
4

At times while reading this book, you may wonder exactly what you are learning and you may not be able to point to specific new skills and knowledge you have, but I guarantee that you will have new ideas and new ways of thinking by the time you complete this book. By the time you finish reading this book, you will have begun to think like an IE.
One example of how an IE thinks is that when something goes wrong – a customer got the wrong shipment, a worker was injured, a plant did not produce the quantity of product that was planned for that day – an IE blames the system, not the people. Until the root cause of a problem is identified, an IE keeps asking “why?”
The IE in this example could end up identifying problems in how customer orders are tracked, in how the sales people identify appropriate products for customers, or in when and how shipping labels are printed and applied to shipments. The IE will probably end up making changes to the physical system (including the information system) and to the procedures used. Perhaps the shipping label should not be printed until the order is actually being shipped.
The big idea from this example is that an IE blames the system, not the people. Now, that idea may not always be true; yes, sometimes people simply make mistakes, but the IE should always think first, second, and often about how systems can be improved so people don’t make mistakes. An IE tries to set up systems so people do tasks right the first time every time.
Here is a list of ideas that you will read about throughout this book and that we will bring up repeatedly in our discussions:
Of course, there are situations in which any of the above statements could be untrue. You don’t want to stick blindly to any one of these statements all the time. But most of the time, the above ideas are good ways for an IE to think.
It is about you.
One big, final idea that you will see throughout this book is that industrial engineering is about you. You can apply industrial engineering concepts to your own life. It’s up to you to ensure that you use good processes for doing industrial engineering. As an IE you work on improving the system of the organization for which you work; as an individual, you work on improving the system that is you.
Many students have read and have recommended very strongly The Seven Habits of Highly Effective People, by Stephen Covey. Those seven habits are:
Together, the seven habits help you apply IE ideas to make yourself an effective person. As an IE, you do your work in a context: the people you work with closely, the organization that employs you, the area where the organization is located, the state where you live, the country where you live, and, of course, the world. The systems approach, which I’ll explain in the Systems Thinking chapter, urges you to think about the big picture. It’s important to always think about the process you are studying in its larger context. You don’t want to make a change that improves the process but that does damage to the larger system. I like the phrase “think globally, act locally.”
Find or create an image that illustrates one of the Big Ideas. Your instructor may ask you to submit your image with a description of why you chose it and how it relates.
5
Industrial Engineers, and other engineers, often want to perform experiments on real systems, but such experimentation can be difficult. If an IE wants to try a new layout for a production system, moving equipment, furniture, and offices would be difficult and time consuming. Even trying a new procedure may disrupt the production system. Therefore, the IE would create a model of the system, usually a mathematical model.
The following figure shows how models are used.
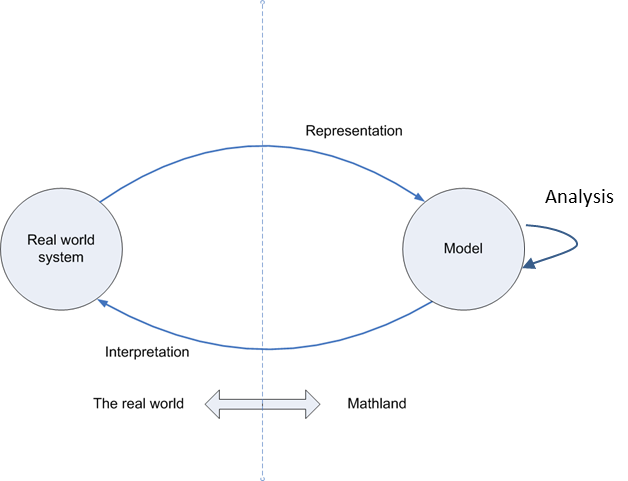
Let’s look at each piece of the diagram. The first circle is labeled “real world system.” Drawing a line around some system involves deciding which parts are in your system and which are in the environment. For example, to study the arrival and service of customers at a bank, you would probably include the tellers, the drive up window, and the ATM, but not include the roads and traffic system that people use to get to the bank.
The second circle is labeled “model.” Some types of engineers use physical models. For example, a civil engineer might place a scale model of a building on a shaking table to predict how the building will respond to an earthquake. IEs tend to use mathematical models, expressed in equations or sometimes in computer code. For example, an IE might use the mathematics of queuing theory to create a model of the bank.
The top arrow labeled “representation” reminds us that the model represents the real world system but only the relevant parts of the system. Our model of the bank must include information on the time between customer arrivals and the time to serve each customer (both of these times vary from customer to customer), but the model doesn’t have to include descriptions of what color clothing customers wear. Depending on the purpose of our model it might include information on customer’s disabilities so we can predict how many teller windows must be accessible to people in wheelchairs. The M/M/1 queuing model describes the time between arrivals as an exponential random variable with average 1 customer/λ (say 6 minutes) and the time of service as an exponential random variable with average 1 customer/μ (say 4 minutes).
A model is never exactly correct; you should always remember the phrase “it’s only a model.” For example, the M/M/1 queuing model assumes that customers arrive at the average rate of 1 customer every 6 minutes, or 10 customers per hour. Actually, the arrival rate probably varies over the day.
An IE creates a model in order to extract information; the loop from the model to itself is labeled “analysis.” IEs use some models quite frequently and IEs can use mathematical results that others have proven. For example, for the M/M/1 queuing model can be used to compute the average number of people in the queue.
The line labeled “interpretation” is where the IE interprets the mathematical results of the model back to the real world system. Now the IE must again remember “it’s only a model” so the predictions may not be perfect. Since the M/M/1 queuing model assumes a constant average arrival rate, the results using λ = 10 customers per hour can only be applied to the period of the day with that arrival rate. A separate model might be needed for the lunch hour, which is probably busier.
IEs are responsible for efficiency, including the efficient use of time and resources. You already know from calculus class how to find the maximum or minimum of a function and calculus is one tool that IEs use. However, IEs often need to maximize or minimize a linear function, which sounds easy, but finding the solution isn’t easy when there are many variables and also some constraints. The following is an example of such a problem.
Dairy cattle have various nutrient requirements, such as protein, calcium, and potassium, that can be met by different types of feed, such as alfalfa, hominy, and corn cobs. The dairy farmer wants to mix a feed for the dairy cows that will meet the nutrient requirements at the minimum cost. Below is a very simplified version of the Diet Problem as applied to feeding dairy cattle. The following table gives the nutrient content (protein and potassium) of certain feeds (alfalfa, hominy, and corn cobs), as well as the nutrient requirement for protein and potassium (as a percent of the feed) and the cost of alfalfa, hominy, and corn cobs (in $/ton).
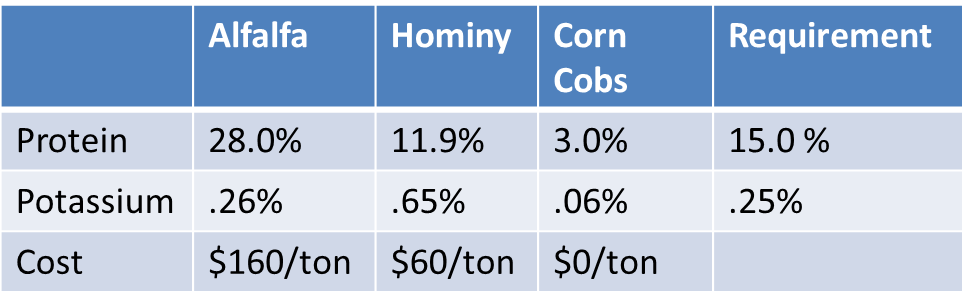
For example, alfalfa is 28% protein, 0.26% potassium, and costs $160 per ton. Alfalfa is a good source of protein and a medium source of potassium, but it is expensive. Hominy is a medium source of protein and a good source of potassium, and it is cheaper than alfalfa. Corn cobs are not a good source of either protein or potassium, but since they are otherwise a waste product, they are free. With some thought, you can see that the optimal mix will probably need alfalfa to meet the protein requirement, hominy to meet the potassium requirement, and corn cobs to keep the cost down.
We want to determine how to mix the feed, that is, what fraction should be alfalfa (A), hominy (H), and corn cobs (C). We will use linear programming to solve this problem, by expressing the situation as minimizing a linear objective function (cost) subject to linear constraints (protein and potassium). Because the ingredient’s units are representing percentages of the whole, we also know that A+H+C=1.
Here is the linear programming formulation:
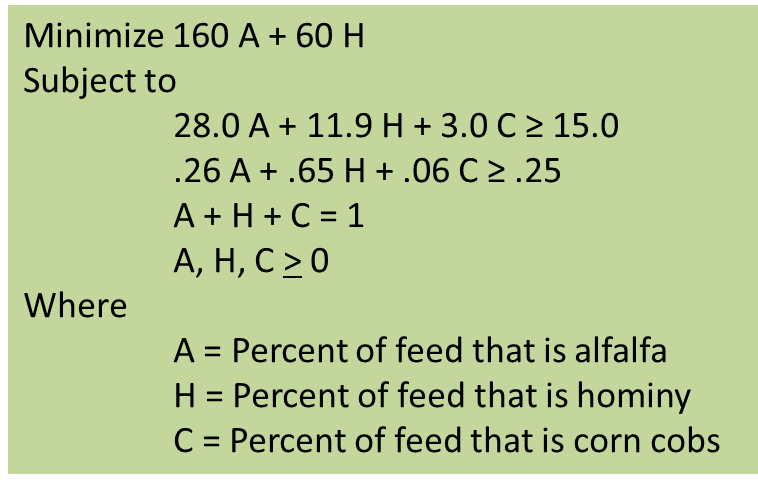
This model is an example of a linear programming model. We can solve it mathematically. There are also computer programs that can help us to solve this type of problem. Excel is one such program although there are better tools for solving LP models.
This problem is an example of how industrial engineers use mathematics to promote efficiency. In this case, we helped the farmer use his or her resources efficiently to keep the cattle healthy while minimizing the cost of feed. This model is an example of an LP model, or, more broadly, an example of a deterministic optimization model. “Deterministic” means the model has no probabilities and “optimization” means we found the optimal, or best, solution.
An LP model is just one type of deterministic optimization model. Actually, in this example we assumed that we can buy any real amount of ingredients. If it were necessary to buy only in integer quantities a LP would not be an appropriate model. An model where the decision variables must be integers is called an integer programming model (IP).
Industrial engineers must be able to recognize situations where a deterministic model can be applied, create an appropriate model, and solve the model using an appropriate tool. The following list describes situations where a deterministic optimization model might be useful.
An interactive H5P element has been excluded from this version of the text. You can view it online here:
https://uta.pressbooks.pub/industrialengineeringintro/?p=43#h5p-3
An interactive H5P element has been excluded from this version of the text. You can view it online here:
https://uta.pressbooks.pub/industrialengineeringintro/?p=43#h5p-4
6
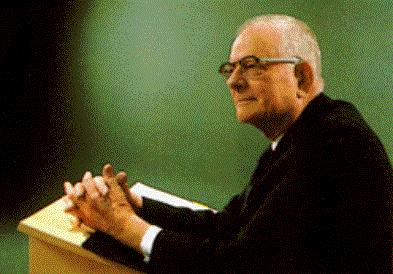
W. Edwards Deming (1900-1993) applied statistical process control during World War II to help the US mobilize its war time production. After the war, Deming tried to get US companies to continue to use these ideas, but he found little response. US Manufacturers were facing soaring demand from consumers after the war, and felt little need to think about efficiency and quality. In 1950 JUSE (the Union of Japanese Scientists and Engineers), on the other hand, invited Deming to Japan to help the Japanese apply these ideas in the rebuilding of Japanese production.
Japan credits Deming for playing a major role in the success of Japanese manufacturing products, especially in Japanese improvements in quality and efficiency. The most prestigious award for quality improvement awarded in Japan (by JUSE) is called the Deming Prize.
Several anecdotes illustrate what Deming was like.
In 1980, NBC aired a documentary titled “If Japan Can … Why Can’t We?” that described Japanese progress in efficiency and quality in the automobile and electronics industries, and that also explained why the Japanese credited Deming with much of their success. As Deming said, his phone rang off the hook.
What did Dr. Deming teach the Japanese? In his book Out of Crisis, published in 1986, Dr. Deming summarized his teaching in 14 points:
Regarding “drive out fear,” Deming elaborated:
No one can put his best performance unless he feels secure. Se comes from the Latin, meaning without, cure means fear or care. Secure means without fear, not afraid to express ideas, not afraid to ask questions. Fear takes on many faces. A common denominator of fear in any form, anywhere, is loss from impaired performance and padded figures.
In point 10, Deming says that the primary cause of poor work is not lack of effort by workers.
Eliminate targets, slogans, exhortations, posters, for the work force that urge them to increase productivity. ‘Your work is your self-portrait. Would you sign it?’ No – not when you give me defective canvas to work with, paint not suited to the job, brushes worn out, so that I can not call it my work. Posters and slogans like these never helped anyone to do a better job.
Deming was famous for insisting on measurements, but he also thought numbers should not be used to judge workers.
Goals are necessary for you and for me, but numerical goals set for other people, without a road map to reach the goal, have effects opposite to the effects sought.
Deming emphasized repeatedly the need to remove barriers that prevent good work.
Give the work force a chance to work with pride, and the 3 per cent that apparently don’t care will erode itself by peer pressure.
Deming is often quoted as saying “Measure, measure, measure,” but he stressed using that feedback to improve the process, not to judge the performance of employees. Denove and Power describe the work of J.D. Power and Associates in performing customer satisfaction surveys for many companies. Denove and Power stress that companies that listen to the voice of the customer from these surveys (and other input) are more profitable, but they lament that some companies use the surveys to judge particular stores, particularly to incentivize the managers of stores by making their salaries dependent on the customer satisfaction score. They point out the natural effect of such a strategy: employees in the stores will seek to manipulate the customer satisfaction ratings, even to the extent of begging customers to give good reviews.
By focusing corporate attention on customer satisfaction scores, did we somehow let a very powerful genie out of the bottle? As we’ve said many times throughout this book, our goals is to emphasize some crucial truths: listening to the needs of your customers and creating advocates by striving to deliver upon those needs are paramount to long-term profitability. We never meant for companies to take their eyes off these basic truths by focusing their attention exclusively on the scorecard.
The lesson here is that no single quantitative measure, or even a group of such measures, can replace good judgment.
Fundamentally, Deming believed in people.
People require in their careers, more than money, ever-broadening opportunities to add something to society, materially and otherwise.
Choose one of Deming’s 14 Points to discuss. What struck you about that point? What is an example where you’ve seen that point either followed or not followed? Your instructor may ask you to submit this exercise.
Deming, W. E. (1986). Out of the crisis. Cambridge, Mass: Massachusetts Institute of Technology, Center for Advanced Engineering Study.
Denove, C., & Iv, J. D. P. (2017). Satisfaction: How Every Great Company Listens to the Voice of the Customer. Place of publication not identified: Skillsoft.
7
Among all the engineering specialties, industrial engineering focuses the most on people. Because we design and improve production systems involving people and machines, we need to think about what people and machines can and can’t do quickly, well, and safely. On some tasks, people are clearly better than machines (for example, helping customers) while on other tasks, machines are clearly better than people (for example, lifting very heavy objects). Many production tasks require a combination of people and machines. The goal is to design a system of people and machines that can do the work with efficiency, quality, and safety.
IEs must be aware of and prevent situations where work methods can cause harm to workers. Besides being the right thing to do, such prevention can save the organization money and can reduce the liability exposure of the organization.
Researchers in physical ergonomics often rely on physics to understand the effects of work on human bodies. Specialists in this area often have to know anatomy and physiology. Lab studies of people doing a task may monitor the person’s physiological condition (for example, heart rate and oxygen uptake) in order to determine the exact effects of different work on humans.
The IE may redesign jobs to reduce the need to stand, provide better chairs for workers, provide better hand tools for workers, and reduce the need for workers to lift heavy objects. Ergonomics stresses adapting the workplace to the worker. Such adaptions must be individual. Work stations that allow adjustments can help; for example, tables and chairs that can be raised or lowered, or a work station that accommodates left-handed and right-handed workers. The Occupational Safety and Health Administration (OSHA) provides short case studies describing how job redesign has reduced ergonomic issues. We will be reading some of these in class.
According to the Bureau of Labor Statistics 4,585 workers died from work related causes in the US in 2013. The workplace can be a dangerous location, but the safety hazards can be reduced. The IE designs the workplace so that danger is reduced from the use of tools, machines, and materials in the production process.
For example, operation of a punch press often requires that two buttons, away from the punch location itself, be pressed simultaneously with the worker’s left and right hands. If the worker’s hands are pressing those buttons, the hands cannot be under the press, so cannot be injured.
There are several tools that can help an IE think systematically about what can go wrong: FMEA and fault tree analysis help the IE trace through how errors or faultscan lead to accidents. Any accident in an organization should be carefully analyzed to determine the cause. The system should be changed to eliminate or reduce the change of that type of accident occurring.
An IE’s instinct should be to design the system so that safety, efficiency, and quality occur naturally. If an injury occurs, an IE’s first thought should be to blame the system. For example, lockout and tagout procedures are meant to protect maintenance and repair workers from the accidental start up of equipment. However, workers must obey such safety rules. The IE may be in charge of safety training programs for workers, which should include the reasons for certain rules. Many organizations have a one strike policy; any violation of a safety rule leads to immediate dismissal. While such a policy may seem extreme, it conveys clearly to workers the organization’s dedication to safety.
Apart from the safety of the worker, the worker also exists in an environment and the IE must consider effects on the comfort of the worker of:
The field of occupational safety has expanded from concern with injury-causing conditions to include concern with disease-causing conditions. The safety manager is now the safety and health manager. For example, worker stress is a health concern, but also a potential safety concern if the stressed worker is less safety conscious. Similarly, NIOSH points to shift work and long work hours as safety and health potential issues.
According to 2001 data from the Bureau of Labor Statistics, almost 15 million Americans work evening shift, night shift, rotating shifts, or other employer arranged irregular schedules. The International Labour Office in 2003 reports that working hours in the United States exceed Japan and most of western Europe. Both shift work and long work hours have been associated with health and safety risks.
Some companies have introduced programs to promote good health, for example, smoking cessation programs, safe driving programs, and exercise programs, at least partly to reduce health insurance premiums the company pays for workers. Some companies have gone as far as forbidding their workers to smoke off the job, but such programs have been controversial.
At least some of the events at Three Mile Island accident can be attributed to difficulties workers had in figuring out what was going on in the reactor. One problem is that the workers’ normal job largely consists of monitoring a smoothly running reactor (yes, picture Homer Simpson). Such a job is boring and can quickly lead to lack of vigilance. When a problem occurs, the person is “out of the loop” because the computer controls have been running the plant. The workers must spend time figuring out what has happened. A second problem at Three Mile Island was that the design of the control room at that reactor did not convey crucial information to the workers, particularly the level of coolant in the reactor; they had to infer that level from other indicators.
Cognitive engineering builds on knowledge from psychology about human abilities in memory, perception, reasoning, and attention to design tasks that a human can do with efficiency, quality, and safety. Again, the focus is on adapting the workplace to the human. A human who must remember certain tasks in a specific order can be given a checklist. A human who has to perceive a change in an array of displays can be aided by a computer that detects the changes and alerts the human (for example, cockpit alarms for loss of altitude). A human who has to do a complicated set of reasoning can be supported by a computer system (for example, an immunohematologist who must interpret blood tests to identify antibodies in a patient’s blood). A person who must pay attention to several sources of information can share the task with computers and with other humans.
A balance must be achieved between under-stimulating the human, leading to boredom, and overstimulating the human, leading to stress. Both can lead to losses in efficiency, quality, and safety. Generally, the human performs better when the worker clearly has control of the environment, including work pace. Shifting control to the computer can lead to boredom, stress, inattentiveness, and over-reliance on the computer.
The design of controls, including computer hardware and software, to support human tasks requires careful analysis of usability, which is affected by screen layout, task sequence, and many other factors. NASA’s Human Systems Integration Division advances human-centered design and operations of complex aerospace systems through analysis, experimentation, and modeling of human performance and human-automation interaction to make dramatic improvements in safety, efficiency, and mission success.
This FAA analysis of an airliner accident in 1993, in which 2 people were killed, shows the interplay of the design of the controls, the training of the pilot, and the behavior of passengers.
Flight 583 was level at 33,000 feet when the leading edge slats deployed inadvertently. The autopilot disconnected and the captain was manually controlling the airplane when it progressed through several violent pitch oscillations and lost 5,000 feet.
The National Transportation Safety Board determine that the probable cause of this accident was the inadequate design of the flap/slat actuation handle by the Douglas Aircraft Company that allowed the handle to be easily and inadvertently dislodged from the up/ret [retracted] position, thereby causing extension of the leading edge slats during cruise flight. The captain’s attempt to recover from the slat extension,given the reduced longitudinal stability and the associated light control force characteristics of the MD-11 in cruise flight, led to several violent pitch oscillations. Contributing to the violence of the pitch oscillations was the lack of specific MD-11 pilot training in recovery from high altitude upsets, and the influence of the stall warning system on the captain’s control responses. Contributing to the severity of the injuries was the lack of seat restraint usage by the occupants.
The root cause of that accident was identified as poor design of a handle.
Read one of the OSHA success stories and research the IE tools or techniques that may have been involved in that success. Your instructor may ask you to present a summary of the story you chose and the IE tools and techniques you think were used in class.
8
The educational system in the US has these parts:
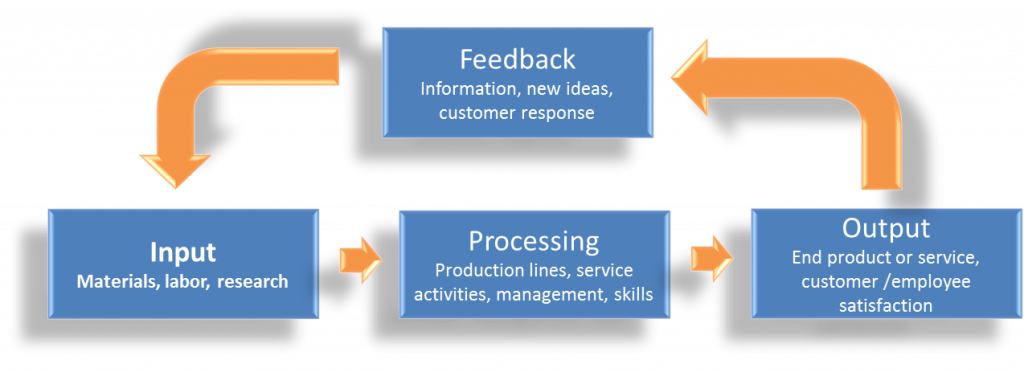
We call this list of parts a “system” because the parts interact with each other to achieve overall goals, such as an educated population. The parts may interact through cause and effect or through the exchange of information or material. We can think of the input and output of the overall system, and we can also think about the input and output of each part; for example, some of the students who graduate from middle school (an output) go on to high school (an input). We can also think of the parts as being processes in the educational system.
In his book,Total Quality Control, Feigenbaum defines a system as:
A group or work pattern of interacting human and machine activities, directed by information, which operate on and/or direct material, information, energy, and/or humans to achieve a common specific purpose or objective.
Clearly this definition relates closely to industrial engineering and explains why some industrial engineering departments are called industrial and systems engineering. UTA’s department is called Industrial, Manufacturing, and Systems Engineering. However, systems engineering is also used sometimes in a more limited meaning, to refer to designing a computer and information system.
When we define a system we implicitly draw a line around some parts to include those parts and to exclude others. For example, the educational system includes the schools, but not the roads students travel on to get to school or the organizations that employ students after they graduate. Generally, looking at a larger system is more accurate but harder. We can understand some aspects of the educational system without considering these other parts, but some aspects require looking at the larger system. We can still examine the educational system if we remember to include in our study its interactions with its environment, such as the transportation system and the employment system.
For the IE, the systems approach is important because it reminds us to consider the environment surrounding the system we are studying and to move the boundaries outward as much as possible so that we consider a problem in its larger context.
Some systems have feedback. Feedback in a system is when outputs are fed back in as inputs for future system action. This is sometimes called a feedback loop. The educational system doesn’t tend to have a lot of feedback and that may hamper improvement of the system. Have you ever been asked by your high school to give feedback on how well your education prepared you for college or for work?
The operation of a system that has evolved without conscious design or a system that has been designed piece by piece almost always can be improved. Analysis means to take a system apart in order to understand how the parts work; systems thinking stresses synthesis, that is, understanding how the parts work together and how the system works as a whole. Understanding how each part of the educational system works is not enough for a good understanding and certainly not enough for making recommendations for improving the educational system; better recommendations would come from understanding how the parts of the system work together also.
A system has the property that a change to one part can have effects, sometimes surprising effects, on other parts. A state might require that students entering state-funded four year universities meet certain standards (for example, knowledge of a foreign language). The effects of such a change might be good for the universities, but the effects on the high schools must also be considered; they might, for example, have to provide more language classes and hire more teachers. Improving one part of system may have good or bad consequences on another part of the system. Using antibiotics to cure diseases has had the consequence of creating bacteria that are immune to some antibiotics; within the system of individual patient and doctor, having the patient take antibiotics makes sense, but in the larger system, we might want to be more cautious about their use.
A system may have emergent properties, that is, properties of the whole that are not the property of any part. For example, living systems are alive, but one can’t isolate that property in any part of the system; it is a property of the entire system.
A system can further be classified in these ways:
Certain types of systems with feedback occur frequently in organizations and in society. If you learn to recognize them, you can learn what actions to take. William Braun describes 10 system archetypes:
This article, Interaction Structures of the Universe, has a summary of the above models.
In this book The Fifth Discipline , Peter Senge argues that organizations must become learning organizations by building knowledge of four disciplines: personal mastery, mental models, shared vision, and team learning. The “fifth discipline” is systems thinking, and he gives these laws of complex systems:
While most engineers design physical objects (cars, bridges, and so forth), IEs design and improve production systems. A production system is a system that produces goods or services for customers. IEs have to think about how a production system works as a system by using the types of ideas I’ve just described.
Choose one of the Laws of Complex Systems which you’ve seen demonstrated in your life. Identify the law you’ve chosen and describe the “real-world” example of it in action which you’ve seen. Your instructor may ask you to submit your answer.
Feigenbaum, A. V. (1961). Total Quality Control. New York: McGraw-Hill.
Senge, P. M. (1990). The fifth discipline: The art and practice of the learning organization. New York: Doubleday/Currency.
9

The word “lean” means skinny or having no fat. Lean operations have no waste. The types of wastes, also called muda, that lean operations can be referred to as TIM WOODS:
The framework of lean operations focuses on the concepts of value, value stream, flow, pull, and perfection in order to reduce all of these types of waste.
Value is defined by the customer. An organization must have a clear definition of value as perceived by the customer. Time and money spent on features of a product or a service that the customer does not perceive have value are wasted time and money. Knowing what the customer values requires becoming close to the customer and constantly soliciting feedback.
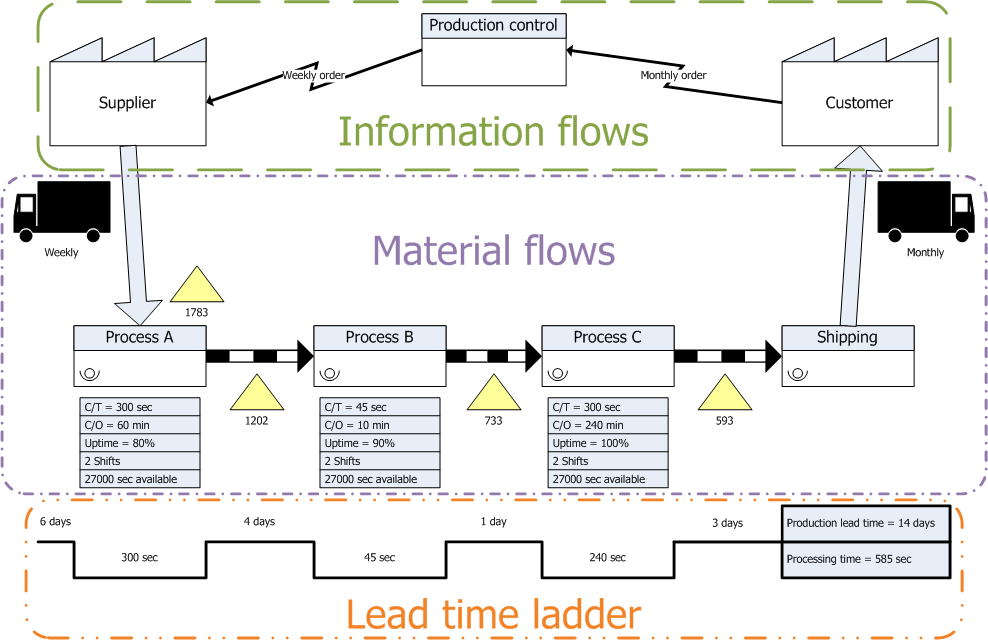
In lean operations, a process flow diagram is called a value stream map. The diagram is similar, but the reason for creating the diagram is to identify all the activities in a process and place them into one of the following categories.
The value stream mapping also identifies the time actually spent in adding value and the time the product spends in storage or transport. Time in storage or transport is waste and should be eliminated.
Picture-Perfect Manufacturing, from MMS Online, describes how Stremel Manufacturing, in Minneapolis, Minnesota, used current state maps and future state maps to make sure that waste-reduction initiatives “improve the overall flow rather than merely optimize individual steps.”
In continuous flow, a product never waits but flows continuously through the manufacturing system, thus eliminating time in storage and in transport. Batches and queues should be eliminated. If products move through the production systems in batches, then the first item in a batch must wait until the last item in a batch is completed before it moves to the next processing time; batches mean product spends time waiting, and that time is waste. The presence of queues mean that a product was completed at a previous processing step before the next step was ready for more input. Since the final step of the production process is shipping the product to customers, product should be produced at the rate that meets the market demand. The principle can be applied in the production of services also.
One barrier to flow and one reason for using batches is the time necessary to switch the production facility from producing one kind of product to producing another, which is referred to as setup. Setup Reduction: At the Heart of Lean Manufacturing, also from MMS Online, describes how Richards Industries, a manufacturer of specialty valves in Cincinnati, Ohio, reduced its setup times from an average of 50 minutes to 27 minutes. This reduction enabled them to reduce the typical batch size from 200 to about 20 to 30.
Flow can be improved by eliminating bottlenecks as shown by the following example from World War II as described by in Methods of Operations Research .
An operations research worker during his first day of assignment to a new field command noticed that there was considerable delay caused by the soldiers having to wait in line to wash and rinse their mess kits after eating. There were four tubs, two for washing and two for rinsing. The operations research worker noticed that on the average it took three times as long for the soldier to wash his kit as it did for him to rinse it. He suggested that, instead of there being two tubs for washing and two for rinsing, there should be three tubs for washing and one for rinsing. This change was made, and the line of waiting soldiers did not merely diminish in size; on most days no waiting line ever formed.
A bottleneck is the narrowest part of a bottle and limits the flow in or out of the bottle. In the original situation with only two tubs for washing, the lines in front of those tubs would have been long, indicating that the wash tubs were the bottleneck, that is, the place in the production process with the least capacity. If washing took three minutes and rinsing took one minute, two wash tubs can serve 40 soldiers per hour while two rinse tubs can serve 120 soldiers per hour. With the new configuration, three wash tubs can serve 60 soldiers per hour, the same service rate as one rinse tub.
Bottlenecks can be identified by looking for places where WIP (Work in Progress) piles up and create queues. The processing rate at a bottleneck can be increased by reducing the time to process one item or by adding more processing capability. As a bottleneck’s rate is improved, WIP in front of the bottleneck will disappear, but another bottleneck may now appear.
In a lean system, no product or service is produced until a customer asks for it, that is, product is pulled not pushed through the system. Some product must be maintained in sales places to meet immediate demand, but reduction in lead time through improvements such as daily deliveries reduces the amount of stock kept on hand and allows more variety in stock.
Lean systems constantly seek perfection by working to continuously improve. An organization should not compete against its competitors. If benchmarking shows the company is doing better than its competitors, it should not relax. As Womack and Jones state in their preeminent book on lean operations, Lean Thinking , state:
To hell with your competitors; compete against perfection by identifying all activities that are muda and eliminating them.
In addition to the tools listed above, industrial engineers use a lot of other tools to continuously try to reduce wastes in a production or service system. You will learn about these tools throughout your industrial engineering curriculum.
An interactive H5P element has been excluded from this version of the text. You can view it online here:
https://uta.pressbooks.pub/industrialengineeringintro/?p=195#h5p-5
Morse, P., & Kimball, G. (1951). Methods of operations research (1st ed., rev.). Cambridge: Published jointly by the Technology Press of Massachusetts Institute of Technology, and Wiley, New York.
Jones, D. T., & Womack, J. P. (2014). Lean thinking: Banish waste and create wealth in your corporation. Place of publication not identified: Free Press.
10
How does an IE create a process to reliably produce a product or service with specified requirements? While the definition of industrial engineering says “the design or improvement” of a system, most IEs are involved in improvement. The IE approach is to continually improve the system.
In Good to Great, Jim Collins found a focus on continuous improvement in the companies he studied: “Visionary companies focus primarily on beating themselves. Success and beating competitors comes to the visionary companies not so much as the end goal, but as a residual result of relentlessly asking the question ‘How can we improve ourselves to do better tomorrow than we did today?’ And they have asked this question day in and day out – as a disciplined way of life – in some cases for over 150 years. Nomatter how much they achieve – no matter how far in front of their competitors they pull – they never think they’ve done ‘good enough.'”
Improving the whole system at once is hard, so the IE focuses on a particular process in the production system. A process can be described as any activity or group of activities that takes an input, adds value to it, and provides an output to an internal or external customer.
Plan-Do-Check-Act (PDCA) and Define-Measure-Analyze-Improve-Control (DMAIC) are two acronyms indicating the steps an IE does to improve a process in a production system.
PDCA stands for Plan, Do, Check, and Act. The steps were developed by Shewhart and popularized by Deming; they are sometimes called the Shewhart Cycle.
When you are done with PDCA, you do it again. Or, in other words, you are never done because you must practice continuous quality improvements. The American Society for Quality has a good summary of the steps and a links to a three-part webcast series that may be interesting to you.
DMAIC stands for Define, Measure, Analyze, Improve, and Control.
Process Redesign to Reduce Cycle Time, by D. Bandyopadhyay, describes an example.
PCDA, DMAIC, and other versions all have in common these important features:
PDCA and DMAIC are very similar, but have some differences. Since it is sometimes called the Shewhart Cycle, PDCA emphasizes more the need to repeat the steps, while DMAIC adds the Control step lacking in PDCA.
Both PDCA and DMAIC use these tools:
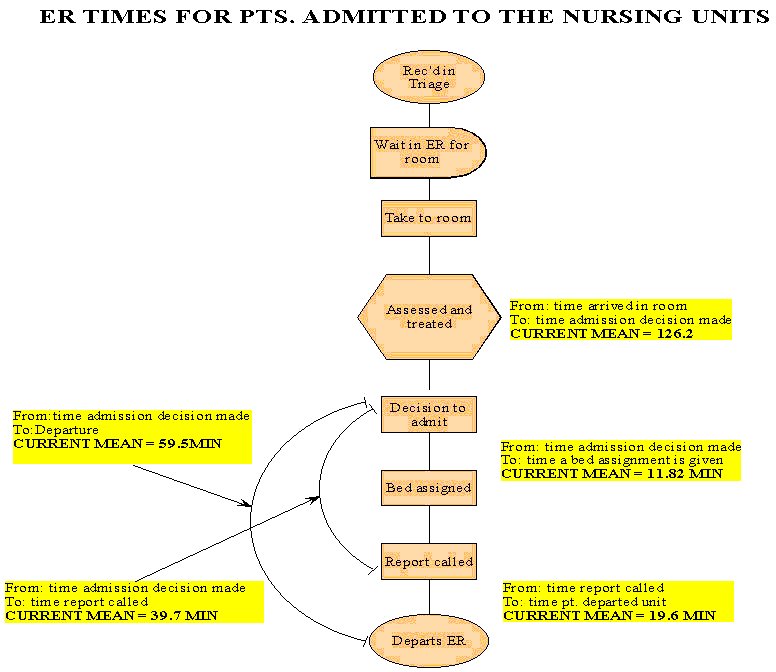
Teams. Continuous improvement of a process requires the involvement of everyone who works on that process. A team is usually created to focus on a particular problem or a particular process, but may include people who work in the processes that provide input or receive the output from the process being studied. For example, a team to improve the process of moving patients from the Emergency Department to a hospital room should include people who move the patients, but should also include people who work in the Emergency Department as well as people who work in the hospital. Team members may need training in some of the tools described below and support from staff people for data analysis.
Documentation. According to Robitaille (page 65):“If the documents aren’t correct, the system will always have problems.”
Check sheet. An important type of documentation is to routinely record all exceptions and problems. Each instance of a problem may seem to be isolated, but analysis of such data may turn up problems that should be studied and fixed. A check sheet is a simple chart allowing workers to put a check mark next to the type of problem that has occurred, or to record by hand a problem that does not fit into the types listed. This example of a check sheet used to record the reason for telephone interruptions is a useful resource.
Histogram. Categorical data such as data recorded in a check sheet can be displayed in a histogram. The relative number of different types of problems is easier to see in such a visual display. Here is a video from the Khan Academy explaining how to develop a histogram.
Pareto chart. A Pareto chart is a special type of histogram in which the categories are listed from most frequent to less frequent. The following Pareto chart from Parkview Hospital shows the causes for a delay in moving a patient from the Emergency Department to a hospital bed.
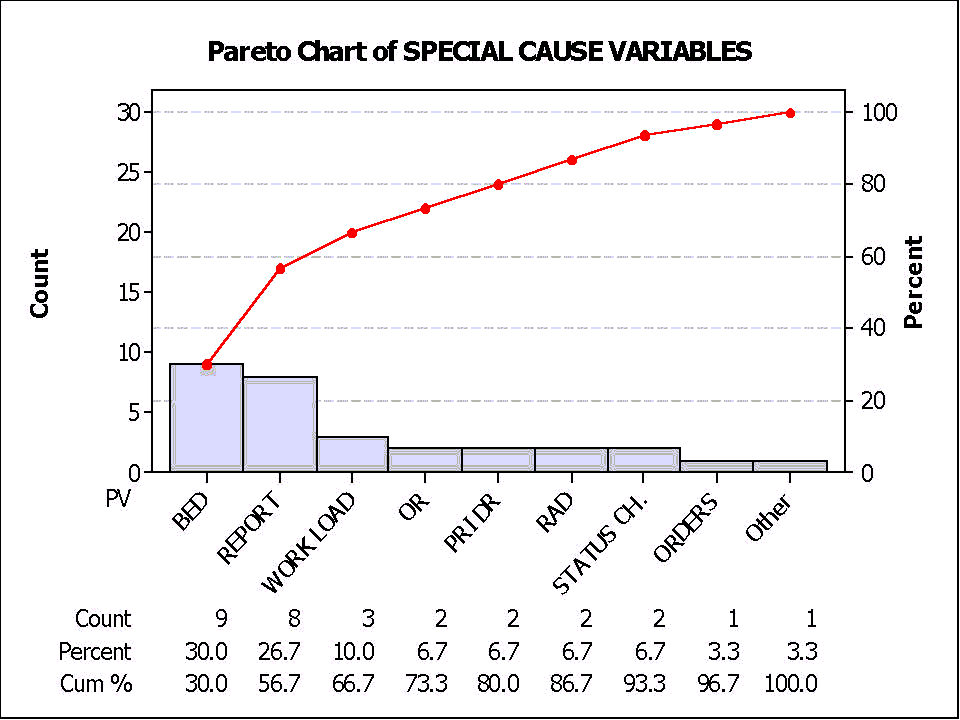
Putting the items in order by frequency means that the biggest cause is listed first; that cause is usually the one that should be focused on first. If you can fix the biggest causes, then you will have eliminated a large proportion of the defects.
The Pareto principle (named after economist Vilfredo Pareto, but generalized by J. M. Juran) is also sometimes called the 80-20 principle. Juran wrote: “Managers are well aware that the numerous situations and problems they face are unequal in importance. In marketing, 20% of the customers (the ‘key’ customers) account for over 80% of the sales. In purchasing, a few percent of the purchase orders account for the bulk of the dollars of purchase. In personnel relations, a few percent of the employees account for most of the absenteeism. in inventory control, a few percent of the catalog items account for most of the dollar inventory. In cost analysis, roughly 20% of the parts contain 80% of the factory costs; the basic function of a product accounts for 80% of the cost, while the secondary functions account for only 20% of the cost. In quality control, the bulk of the field failures, downtime, shop scrap, rework, sorting, and other quality costs are traceable to a vital few field failure modes, shop defects, products, components, processes, vendors, designs, etc.”
Figure 10.2 shows Parkland Hospital had 9 causes for delay; 20% of 9 is 1.8 or about 2. The largest 2 causes (Bed and Report) account for only 56.7% of the problems, so we can see that the Pareto rule doesn’t always hold. It is, however, often a useful guideline.
Defect concentration chart. Sometimes defects or other problems can be recorded or displayed according to location. For example, breakdowns of machines can be displayed on a map of a factory to determine if the breakdowns are occurring in a particular area. Defects in welds on a product can be displayed on a diagram of the product to see if the weld defects are concentrated in a particular part of the product. You can see an example of how concentration diagrams are used here.
Brainstorming and Nominal Group Technique. Usually everyone on the team has ideas about why the problem is occurring. However, a good process should be used to develop a list of possible causes to avoid the team from focusing too early on just a few causes. Team brainstorming usually works best with these steps:
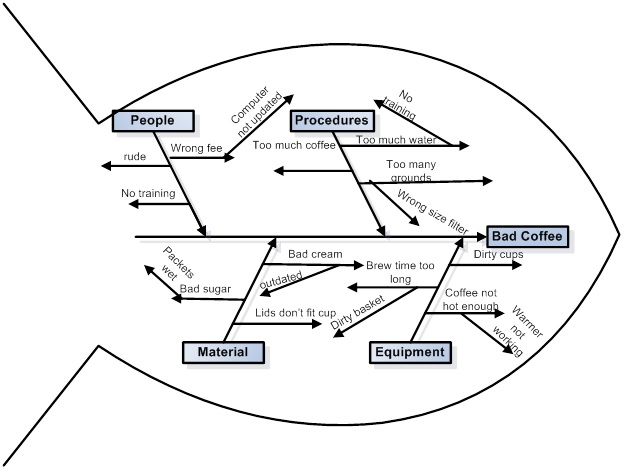
Cause and effect diagram or fishbone diagram. Often causes can be grouped into overall categories such as people, equipment, methods, and materials. The figure below includes those labels on what are called the major bones of the fishbone, with more specific ideas categorized under those labels. Smaller lines can be included as needed.
The five whys and root cause analysis. Root cause analysis (RCA) is an in-depth investigation into the cause or causes of an identified problem, a customer complaint, a nonconformance, the nonfulfillment of a requirement, or an undesirable condition. The goals are:
The goal is not to blame a person, but to fix the system. One approach is to continue to ask “why” at least five times. An IE keeps asking “why?” until the root cause is identified for a problem:
Regression analysis. A scatter diagram shows the effect of only one variable on the variable we are studying. More sophisticated analysis allows for more independent or explanatory variables. With more variables, plots cannot be used, but the mathematical techniques of regression analysis can indicate which variables are most important in explaining the variation in the dependent variable, that is, the variable being studied.
Design of experiments and analysis of variance. After careful analysis of data, a team may have some good ideas about why the problem is occurring and may have some good ideas about how to fix the problem. A carefully designed experiment can test these ideas. The analysis of variance (ANOVA) is a mathematical technique (like regression analysis) for determining which variables have the most effect on the variable being studie.
Control charts. Key measurements of a process should be monitored to make sure that the process is functioning within the required limits. The design and use of control charts requires mathematical analysis to distinguish natural variation in the system from clear indications that the process has changed.
An interactive H5P element has been excluded from this version of the text. You can view it online here:
https://uta.pressbooks.pub/industrialengineeringintro/?p=31#h5p-2
Collins, J. C. (2001). Good to great: Why some companies make the leap … and others don’t. New York, NY: HarperBusiness.
11
This chapter will help us answer an important question: What is the mission of an IE, in other words, why does an IE exist?
Stephen Covey in Seven Habits of Highly Effective People says, “Begin with the end in mind” and all organizations should do that. An organization should have a mission statement, that is, a clear, succinct statement of why it exists.
Others suggest this approach to defining mission, or what they call purpose: An effective way to get at purpose is to pose the question “Why not just shut this organization down, cash out, and sell off the assets?” and to push for an answer that would be equally valid both now and one hundred years into the future.
Consider these examples:
The following list gives attributes of a good mission statement:
Consider again the examples given above. Most of these are well written. Some are a little wordy, some are more than one sentence, and some incorporate elements of vision and values statements, which we will discuss in the next sections. However, each provides a clear statement about why the organization exists and they all provide guidance to members of the organization about what types of activities it should undertake.
For example, if a prospective client approached LDM to ask if the company can provide lead free copper billets, the company would respond “we can.” But if a prospective client approached them to ask for copper pipes, company would say “we don’t do that.” In fact, companies often refer clients to other companies and often receive referrals back in turn. A group of companies, in a geographical area or in an industry, often know the missions of each company and refer clients to the appropriate company.
Now consider these examples of mission statements, which don’t make clear what the organization does:
If you didn’t know already what these organizations do, these statements don’t help much.

An organization should also have a vision statement, that is, a statement of how the organization would like to be perceived by its customers. A mission statement gives the reason the organization exists. The vision statement describes what the organization wants to be. What is the destination for this organization?
Consider these examples:
The Alliance for NonProfit Management provides good advice on creating a vision statement:
A vision statement should be realistic and credible, well articulated and easily understood, appropriate, ambitious, and responsive to change. It should orient the group’s energies and serve as a guide to action. It should be consistent with the organization’s values. In short, a vision should challenge and inspire the group to achieve its mission. Profitguide.com quotes Ron Robinson, president of ABARIS Consulting Inc., as saying that a vision statement should paint “a picture of the ideal organization in the future.” It should not look only a few years into the future.
The following list gives attributes of a good vision statement:
Finally, many organizations have a values statement. Carter McNamara says
Values represent the core priorities in the organization’s culture, including what drives members’ priorities and how they truly act in the organization, etc.
Consider these examples:
The following list gives attributes of a good values statement:
Now let’s put mission, vision, and values all together. Collins and Porras found that mission, vision, and values (or what they call ideology) was very important to their visionary companies.
A detailed pair-by-pair analysis showed that the visionary companies have generally been more ideologically driven and less purely profit-driven than the comparison companies in seventeen out of eighteen pairs. This is one of the clearest differences we found between the visionary and comparison companies.
As we have seen, some mission statements just aren’t very good. Also, some organizations make the creation of mission, vision, and statements into a ponderous exercise, without much purpose. I have spent time on mission, vision, and values statements for three reasons.
An organization is created to accomplish some mission. The people in that organization also have a vision of what they want the organization to be. Values govern how the people in the organization will get to that vision. All organizations contain the following four groups of people:
An IE can be in any of the four groups. An IE can start a company or be among the directors of a company, although in such a role the IE probably isn’t doing much industrial engineering but may be using IE skills to be a good CEO. An IE is often a manager or supervisor of workers. IEs are only rarely group 3, the workers. The only way an IE can be a worker, that is, the person who does the work described in the mission of the organization, is if the mission of the organization is to do industrial engineering. Consulting companies, such as Accenture, St. Onge, etc., hire a lot of IEs, but many more jobs are available as CEO, manager, or staff. So most IEs are managers or support staff.
IEs are, first, engineers. All engineers, including IEs, design, but most engineers design physical products or physical structures, objects that you can see, while IEs design systems and you can’t really see a system.
All engineers, even those designing an object (for example, a computer chip, a car, or a bridge), have to think about the system in which that object will function and have to think about the system that will make that object. Every engineer should think about DfX, which is short hand for
Thus, all engineers are concerned with systems, but IEs always think about systems.
But what exactly does an IE do? Recall the earlier definition of industrial engineering :
The design or improvement of a system of people, machines, information, and money to achieve some goal with efficiency, quality, and safety.
An IE designs and works continually to improve a production system, that is, a system that produces a product or service. Although we often talk about the fact that engineers solve problems, when an IE solves a problem, the IE also makes a change to the system so that problem never occurs again. If an IE is solving problems all the time (for example, the order for a particular client is late and the IE expedites the order), something is wrong. The IE should be working on the system, not putting out fires.
Go to the homepage of a company of which you are a customer. Can you find their Mission Statement, Vision Statement, and Values Statement? If not, note that you couldn’t and look at other companies until you can find those statements. Evaluate the statements using the characteristics of good statements given in this chapter. Your instructor may ask you to submit your analysis.
http://www2.epa.gov/aboutepa/our-mission-and-what-we-do
http://my.americanheart.org/professional/Research/AboutOurResearch/OurResearch/AHA-Mission-Vision-and-the-12-Essential-Elements-Guiding-our-Research-Program_UCM_320223_Article.jsp
https://www.ftc.gov/about-ftc/bureaus-offices/bureau-competition
http://www.fatherhood.org/mission-and-values
http://www.ohchr.org/EN/AboutUs/Pages/MissionStatement.aspx
http://www.illinois.gov/idoc/aboutus/Pages/IllinoisDepartmentofCorrectionsMissionStatement.aspx
http://www.google.com/about/company/
http://www.susangail.com/html/mission-statement.html
http://www.evrazna.com/
http://www.parkviewmc.com/about/serving-our-great-community/
http://www.lincolnlaser.com/company-overview.html
http://www.ldmbrass.com/en/content/2-2-12/mission_statement.htm
https://www.southwest.com/html/about-southwest/
http://www.hendersonmfgco.com/info/info_mission.htm
https://www.microsoft.com/en-us/about
http://www.specialtymfg.com/about_us/mission_statement/default.html
https://mission-statement.com/spacex/
http://www.eham.net/about/vision
https://www.clemson.edu/brand/positioning/mission-vision.html
http://www.toastmasters.org/about/our-mission
http://www-03.ibm.com/employment/our_values.html
http://www.a2zcomputing.com/index.php/about-us/20-values-statement
12
To practice as a physician in the United States, a person must earn an undergraduate degree, earn a graduate medical degree, pass the United States Medical Licensing Examination, and be approved by the state licensing board where the physician will practice. In most states and for most specialties, physicians are required to complete a minimum number of credits in continuing medical education each year to maintain a license. To practice as an attorney in the United States, a person must earn an undergraduate degree, earn a graduate law degree, pass a bar exam, and be licensed by the jurisdiction in which the lawyer will practice. In most states, attorneys are required to complete a minimum number of credits in continuing legal education each year to maintain a license.
Engineering, like medicine and the law, is considered a profession, but to practice as an engineer in the United States a person needs only to earn an undergraduate degree and need not be licensed. However, to be a principal in an engineering firm (for example, if you want to open your own firm as an engineer) or to approve engineering plans and drawings, you must be a licensed professional engineer (PE). Among all the types of engineering, licensure is most important for civil engineers, and probably least important for industrial engineers. As with physicians and attorneys, becoming licensed requires passing exams and being licensed by a state. Thirty states, including Texas, require continuing engineering education to remain licensed. If you become a licensed PE in one state, most other states will have a process by which you can also be licensed in that state.
In Texas, the Texas Board of Professional Engineers controls the licensure of engineers. In Texas, the steps to becoming a licensed Professional Engineer are:
The FE, PE, and Ethics exams are administered by the National Council of Examiners for Engineering and Surveying (NCEES).
The FE is a computer-based exam that is administered year-round in testing windows at NCEES-approved Pearson VUE test centers. It contains 110 multiple-choice questions. The exam appointment time is 6 hours long, which includes a nondisclosure agreement, tutorial (8 minutes), the exam (5 hours and 20 minutes), and a scheduled break (25 minutes).
The Industrial Engineering exam covers the following topics:
The exam is hard because a great deal of material is covered and you have a limited time to answer a lot of questions. If you can answer more than half the questions correctly, you have a good chance of passing, so use your time wisely to focus first on the questions you know you can answer and then on the ones that you think you can answer; if you have extra time, then try the questions you don’t think you can answer. The exam is closed book, but you are allowed to use the Supplied Reference Handbook. You should become familiar with this Handbook before the exam because you may be able to answer quite a few questions by knowing where to find the necessary formulas in the Handbook. In fact, the Handbook is a good summary for you to use while you take many engineering courses. A searchable online version of the Handbook is available while you take the test. You are allowed to bring into the room and use only a calculator from a limited list of calculators.
Some BSIE graduates obtain jobs because they were able to list “Engineer in Training” on their resumes. Many employers respect the accomplishment represented by that label and want to hire people with the knowledge, drive, and concentration required to pass the FE.
Joining and participating in professional organizations can help you stay current in industrial engineering. You can join these organizations as a student at a much reduced rate. For IEs, the following organizations may be the most helpful. All dues were correct at the time of creation of this document. Please check the organizations’ websites for the most up-to-date information.
The Institute of Industrial and Systems Engineers (IISE). The dues are $37 for a student, $77 for your first year after graduation, and then $154 per year. You will receive the monthly ISE Magazine. The IMSE department at UTA has a very active student chapter of IISE.
The Society of Manufacturing Engineers (SME). Student membership is $20 per year and includes the monthly magazine Manufacturing Engineering. Professional membership is $138 per year.
The American Society for Quality (ASQ). Student membership is $29 per year and includes online access to the monthly magazine Quality Progress. Full membership is $159.
The National Society of Professional Engineers (NSPE). The free student membership is available to any full-time student in an ABET accredited program and includes eligibility to apply for scholarships. Professional membership dues are $220 per year.
While the organizations listed above are open and helpful to students, our students and graduates often join and participate in the following organizations, which are open to all students and are very oriented to students. UTA has active student chapters of each of these organizations.
The National Society of Black Engineers (NSBE) was founded in 1975 “to increase the number of culturally responsible Black engineers who excel academically, succeed professionally and positively impact the community.”
The Society of Hispanic Professional Engineers (SHPE) has mission to “change lives by empowering the Hispanic community to realize its fullest potential and to impact the world through STEM awareness, access, support and development.”
The Society of Women Engineers (SWE) seeks to “Stimulate women to achieve full potential in careers as engineers and leaders, expand the image of the engineering profession as a positive force in improving the quality of life, [and] demonstrate the value of diversity.”
Each of the organizations in these two lists has a useful web site, publishes a magazine or other publications, holds an annual conference, and has groups, based on interest or geography, where you can interact with other members.
Look at the list of topics covered on the IE version of the FE exam. Compare those to course descriptions of the required courses in your IE curriculum. Make note of class numbers where you think exam topics may be covered. Also highlight exam topics that you do not see covered in required curriculum classes. Bring your analysis with you to class on the day the reading is due.
1
N/A
case studies (https://www.osha.gov/SLTC/ergonomics/success_stories.html)
Bureau of Labor Statistics (https://www.bls.gov/iif/oshwc/cfoi/cftb0277.pdf)
lockout and tagout strategies (https://www.osha.gov/dts/osta/lototraining/tutorial/tu-overvw.html)
Three Mile Island accident (https://en.wikipedia.org/wiki/Three_Mile_Island_accident)
Human Systems Integration Division (http://human-factors.arc.nasa.gov/)
This FAA analysis (http://www.ntsb.gov/investigations/AccidentReports/Reports/AAR9307.pdf)
OSHA success stories (https://www.osha.gov/SLTC/ergonomics/success_stories.html)
10 system archetypes (http://www.albany.edu/faculty/gpr/PAD724/724WebArticles/sys_archetypes.pdf)
Interaction Structures of the Universe (http://www.systems-thinking.org/arch/arch.htm)
Picture-Perfect Manufacturing (http://www.mmsonline.com/articles/picture-perfect-manufacturing)
Setup Reduction: At the Heart of Lean Manufacturing (http://www.mmsonline.com/articles/setup-reduction-at-the-heart-of-lean-manufacturing)
The American Society for Quality (https://asq.org/quality-resources/pdca-cycle)
Process Redesign to Reduce Cycle Time (http://www.isixsigma.com/new-to-six-sigma/dmaic/261/534/)
example of a check sheet (https://asq.org/quality-resources/check-sheet)
Khan Academy (https://www.khanacademy.org/math/pre-algebra/pre-algebra-math-reasoning/pre-algebra-picture-bar-graphs/v/histograms)
example of how concentration diagrams(http://asq.org/healthcare-use/why-quality/problem-concentration.html)
Carter MnNamara (http://managementhelp.org/strategicplanning/mission-vision-values.htm)
Mission statement generator (http://cmorse.org/missiongen/)
Texas Board of Professional Engineers (https://engineers.texas.gov/)
National Council of Examiners for Engineering and Surveying (http://www.ncees.org/)
Supplied Reference Handbook (http://ncees.org/exams/study-materials/download-fe-supplied-reference-handbook/)
The Institute of Industrial and Systems Engineers (http://www.iise.org/Default.aspx)
ISE Magazine (http://www.iise.org/Default.aspx)
student chapter of IISE (https://mavorgs.campuslabs.com/engage/organization/iie)
The Society of Manufacturing Engineers (http://www.sme.org/)
Manufacturing Engineering (http://www.sme.org/manufacturingengineering/)
The American Society for Quality (http://www.asq.org/)
Quality Progress (http://asq.org/qualityprogress/)
The National Society of Professional Engineers (http://www.nspe.org/)
The National Society of Black Engineers (https://mavorgs.collegiatelink.net/organization/nationalsocietyofblackengineers)
The Society of Hispanic Professional Engineers (http://www.uta.edu/studentorgs/shpe/a/)
The Society of Women Engineers (https://mavorgs.collegiatelink.net/organization/societyofwomenengineers)
2
“Operating Room” by Vithas via Pixabay is licensed under Pixabay license
“Diagram of a Screw Thread” by Inductiveload via Wikimedia Commons is in the public domain
“Diagram of Efficiency of a System” by Zureks via Wikimedia Commons is in the public domain
N/A
“Defining a Problem” by MIT Office of Digital Learning is licensed under Creative Commons Attribution 4.0 International License
“The IDEAL Problem Solving Process” by MIT Office of Digital Learning is licensed under Creative Commons Attribution 4.0 International License
“Just Full of Ideas” by Bart via Flickr is licensed under CC BY-NC 2.0
“Diagram of Model use and Development” by Jane M. Fraser is licensed under CC BY-SA 4.0
“Edwards Deming” by FDA via Wikimedia Commons is in the public domain
“People are an Important Part of any System” by GDJ via Pixabay is licensed under Pixabay license
“Ergonomic Design” by Bolumena via Wikimedia Commons is licensed under CC BY-SA 3.0
“Learning Curve” by Randy McDonald via flickr is licensed under CC BY-NC-SA 2.0
“Chess pieces” via SVG SILH is in the public domain
“Value Stream Map” by Daniel Penfield via Wikimedia Commons is licensed under CC BY-SA 3.0
“Flow of patients from the Emergency Department to the Hospital” by Jane M. Fraser is licensed under CC BY-SA 4.0
“Pareto chart of Hospital Example” by Jane M. Fraser is licensed under CC BY-SA 4.0
“Fishbone Diagram” by KellyLawless via Wikimedia Commons is licensed under CC BY-SA 3.0
“Wildlife Sanctuary Mission and Vision” by C T Cooper via Wikimedia Commons is licensed under CC BY 3.0
N/A
3
This open textbook is primarily based on the open resource, Introduction to Industrial Engineering, by Dr. Jane M. Fraser. Additional open source materials were used in the Teamwork chapter from Exploring Business produced by the University of Minnesota Libraries Publishing. The Problem Solving Skills chapter was adapted from Introduction to Problem Solving Skills produced by the MIT Office of Digital Learning. The following index details where content from each source was used in this manuscript. New content (as noted below) indicates major additions that I created.
Minor revisions not notes below include editing language for clarity, length, and flow as well as corrections to hyperlinks and citations.
Content from Fraser
Major revisions/New content
Content from University of Minnesota Libraries Publishing.
Major revisions/New content
Content from MIT Office of Digital Learning
Major revisions/New Content
Content from Fraser
Major revisions/New Content
Content from Fraser
Major revisions/New content
Content from Fraser
Major revisions/New content
Content from Fraser
Major revisions/New content
Content from Fraser
Major revisions/New content
Content from Fraser
Major revisions/New content
Content from Fraser
Major revisions/New content
Content from Fraser
Major revisions/New content
Content from Fraser
Major revisions/New content
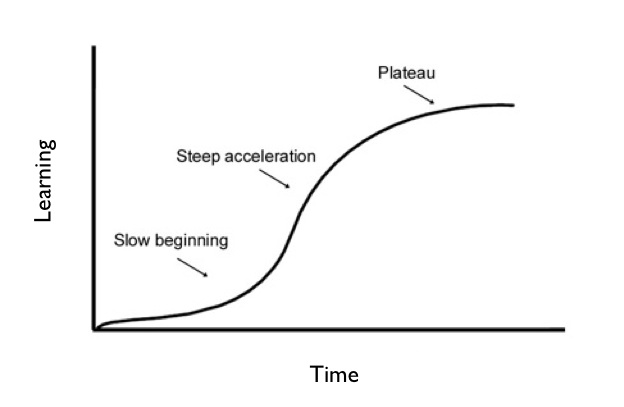
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}